- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Производи









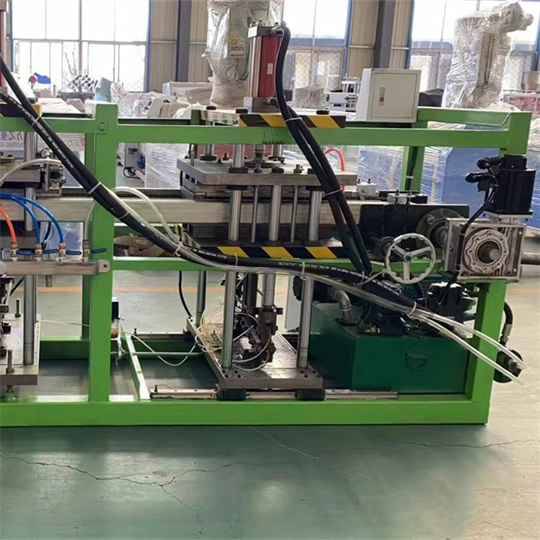

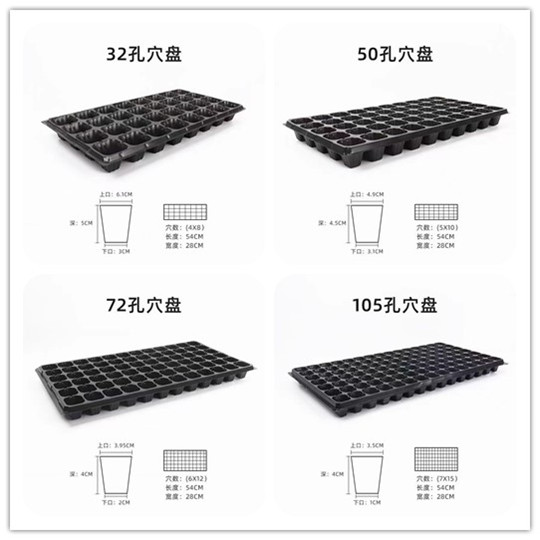
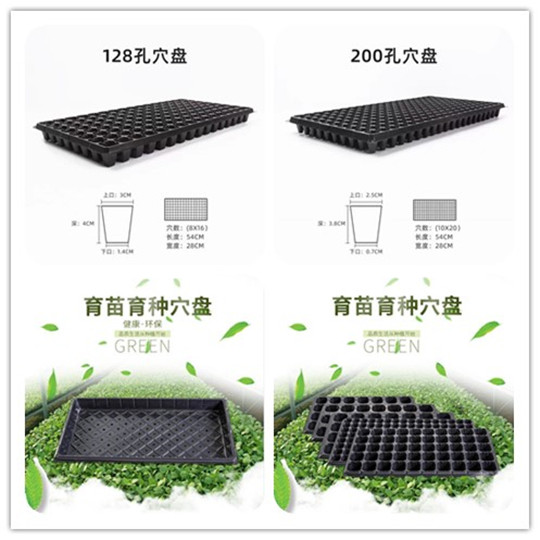
ПС ПЕТ машина за прављење посуде за сејање
Технички параметар машине за прављење посуда за сејање ПС ПЕТ Спецификација ширине коришћеног листа: 300 ~ 320 мм, дебљина: 0,8 ~ 2 мм. ПС Машина за прављење лежишта за сејање ПЕТ Површина формирања (максимално): 400*600 мм, радна ефикасност 15~20 пута/мин. Коришћена снага: трофазни четворожични 380 волти, максимална снага 25КВ Хидраулички притисак: 100Т Спољна величина (мм) дужина, ширина и висина) 3600мм*980мм*1500мм
Модел:zk-320
Пошаљи упит
Опис производа




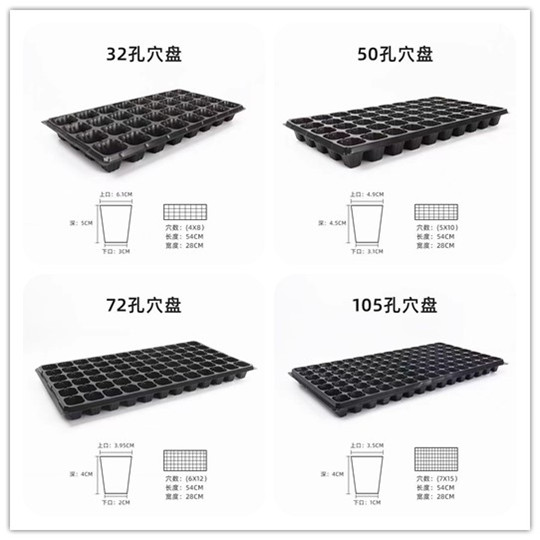
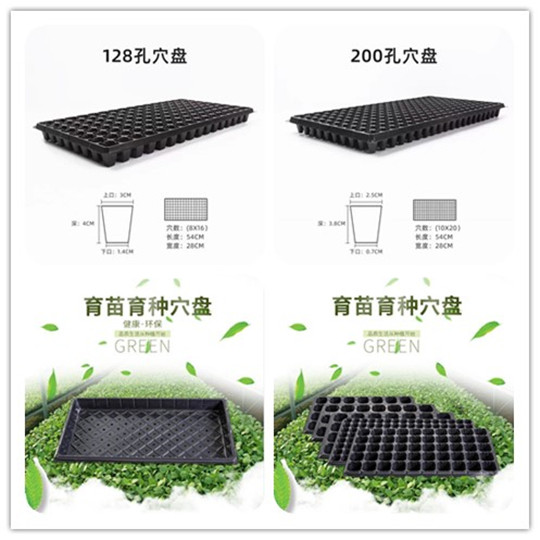

ПС ПЕТ машина за прављење посуде за сејање
Спецификација ширине коришћеног листа: 300 ~ 320 мм, дебљина: 0,8 ~ 2 мм.
Површина формирања (максимално): 400*600 мм, радна ефикасност 15~20 пута/мин.
Коришћена снага: трофазни четворожични 380 волти, максимална снага 25КВ
Хидраулички притисак: 100Т
Спољна величина (мм) дужина, ширина и висина) 3600мм*980мм*1500мм
ПС ПЕТ машина за прављење лежишта за сејање ЗК серије машина карактеристике:
1 Користећи ПЛЦ програм за подешавање, рад са интерфејсом човек-машина на екрану осетљивом на додир (текст), може бити аутоматско и ручно подешавање конверзије, једноставан рад, сигуран и поуздан.
2 део за храњење увезеног (домаћег) серво мотора, без инерције, величина храњења је тачна.
3 Пласзинг грејач користи далеко инфрацрвени керамички грејач и релеј чврстог стања за контролу температуре. Напомена: Постоје две врсте метода грејања у нашој фабрици, <1> једнострано (горње) грејање. Максимално грејање
снага: горњи грејач: 10 кв. Након што се опрема нормално загреје и одржава константну температуру, потрошња енергије се може смањити за више од 40%.
4 водилица за храњење: наша фабрика користи висококвалитетну легуру алуминијума, која има предности високе чврстоће, отпорности на високе температуре без деформације. Опремљен је каналом за расхладну воду, тј
да није лако оштетити материјал у процесу храњења, и играти добро хлађење производа, ефекат брзог обликовања.
5 Прекидач за ручно подешавање је доступан, а тест машина и тест режима се могу подесити за било који део без промене главног програма подешавања, што штеди време тестирања режима и репродукује
улога заштите безбедности у процесу отклањања грешака.















Хот Тагс: ПС ПЕТ машина за прављење посуде за сејање, Кина, произвођачи, добављачи, фабрика, велепродаја, прилагођени, квалитет
Повезана категорија
Схеет Екуипмент
Машина за меке завесе за врата
Боард Екуипмент
Линија за производњу тепиха за аутомобиле
ПЛА машина за разградњу пластичних плоча
Роот Цонтроллер Мацхине
Машина за посуде за саднице
Машине за блистер паковање
Геоцелл машина
Линија за производњу пластичних профила
линија за производњу цеви
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.